



掌握日升最新資訊,了解行業最新動態
在這個電路設計中,主要由縱向步進電動機、橫向步進電動機來控制十字工作臺的位置。步進電動機是一種將電脈沖信號轉換成相應角位移和線位移的電動機。每輸入一個脈沖信號,轉子就轉動一個角度,或前進一步,角位移和輸入的脈沖數成正比。步進電機的轉速,不受電壓和環境條件變化的影響,只與脈沖頻率成正比,且角位移的誤差不會積累,所以適用于高精度控制系統。這個電路用BDM-60來驅動步進電機,利用RS232串口和387來實現和計算機的通信。
1.通信電路
220V交流電經過降壓和橋式整流,變為24V直流電壓給BDM-60步進電機驅動器供電。驅動電路與計算機并行口連接見圖1。
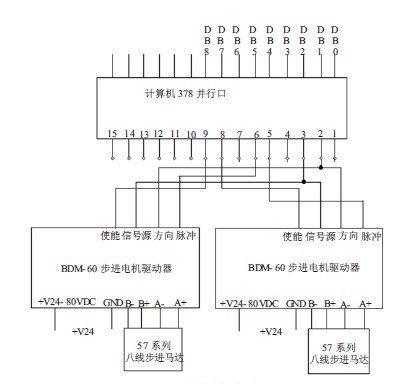
圖1 控制臺線路圖
從計算機上的軟件面板﹙見圖2﹚上輸入x軸和y軸的位移量,經過計算機程序處理后,把位移轉移得到的脈沖數,從并行口的引腳5和引腳6輸出,送到相應的步進電機驅動器端口。再由步進電機驅動器驅動步進電機運轉。脈沖信號的上升沿有效,每當脈沖由低變高時電機走一步。

圖2 驅動電路與計算機并行口連接電路圖
計算機通過并行口從引腳8和引腳9向驅動器輸出使能信號,當信號為高電平時,驅動器有2腳輸出步進電機的運轉方向控制信號。
并行口4腳輸出高電平信號,三極管導通,如圖2所示。
當擰非標螺釘氣缸和位移氣缸復位時,行程開關SQ3閉合,將送一個信號給RS232串口6腳。告訴計算機自動擰螺絲控制模塊的控制是否完成,讓計算機進入下一步的運行。其中并行口的1腳和9腳作為預留信號,可在這個設備的基礎上,增設安裝工件和夾出工件的機械手。
2.氣缸和風批控制電路
圖3是位移氣缸和擰非標螺釘氣缸的控制電路,當圖3中378第四腳送來高電平時,三極管導通,繼電器KA0得電,則圖3中對應觸點閉合,氣缸控制電路接通。繼電器KA1得電并自鎖,位移氣缸和振動盤的線圈也同時得電,通電延時型線圈Y1也得電,開始計時。這個延時時間的長短,決定振動盤的吹氣時間,可選用不同型號的時間繼電器設定時間。當延時時間到時,觸點動作斷開吹氣非標螺釘送料的線圈。

圖3 位移氣缸和擰螺絲氣缸控制電路圖
當位移氣缸移動到位,行程開關SQ1閉合,繼電器KA2閉合并自鎖,風批的繼電器線圈和擰非標螺釘氣缸的繼電器線圈得電。使得風批開始旋轉同時擰非標螺釘氣缸開始向下進給。非標螺釘被旋入工件。當非標螺釘旋入到位后,行程開關SQ4閉合,繼電器線圈KA4得電,觸電斷開,整個氣缸和風批控制電路斷電。
3.保護電路
在整個電路的中,還設置了x、y軸方向上的行程開關作為檢測,并把檢測的結果反饋給計算機,保證了x、y正負兩個方向的移位不會超過最大的行程極限。
上一條:數控擰螺絲機床的結構
下一條:壓鉚螺釘壓鉚過程分析
返回列表






